Вставте ліплення




Короткий опис:
Вставте ліпленняявляє собою процес лиття під тиском пластмас, при якому пластик впорскується в порожнину та навколо шматка вставки або шматочків, розміщених у тій самій порожнині безпосередньо перед формуванням. Отриманий продукт цього процесу являє собою цільну деталь із вставкою або вставками, капсульованими пластиком.
Вставте ліпленняявляє собою процес лиття під тиском пластмас, при якому пластик впорскується в порожнину та навколо шматка вставки або шматочків, розміщених у тій самій порожнині безпосередньо перед формуванням. Отриманий продукт цього процесу являє собою цільну деталь із вставкою або вставками, капсульованими пластиком.
Лиття під тиском розширює можливості пластику і може допомогти знизити вартість виробів, обмежуючи кількість дорогих металів, необхідних для виготовлення виробів. Вставка може бути виготовлена з металу або іншого пластику. Цей тип лиття спочатку був розроблений для розміщення різьбових вставок у литих деталях та для інкапсуляції з'єднання дротової пробки на електричних шнурах.
Ми поширюємо цей процес формування, щоб досягти того, чого інші формувальники не можуть або не хочуть.
Залежно від розміру деталі, для збільшення виробництва може бути виготовлена мультипорожнинна форма. Для завершення збірки іноді потрібні вторинні операції формування.
Лиття під тиском - це метод лиття, за допомогою якого прес-форма вливає смолу у підготовлену вставку з різними матеріалами, а розплавлений матеріал поєднують із вставкою, утворюючи цілісний продукт. Вбудовані деталі - це, як правило, металеві деталі, а також тканина, папір, дріт, пластик, скло, дерево, дротове кільце, електричні деталі.
Особливості процесу лиття під тиском такі:
1. Необхідно врахувати поєднання та доповнення легкої смоли, що формується, згинається, жорсткості металу, міцності та термостійкості, щоб зробити складний та вишуканий інтегрований виріб із металопластику.
2. Зокрема, використовується комбінація смоляної ізоляції та провідності металу, і сформовані вироби можуть відповідати основним функціям електротехнічних виробів.
3. Попередня формувальна комбінація з декількох вкладишів робить подальшу розробку комбінації одиниць продукту більш розумною.
4. Вироби із вставки не обмежуються металом, але також тканиною, папером, дротом, пластиком, склом, деревом, котушкою, електричними деталями тощо.
5. Для жорстких ливарних виробів та згинальних еластичних ливарних виробів на гумовій ущільнювальній базовій пластині можна уникнути складної операції з розміщення ущільнювальних кілець після виготовлення цілісних виробів методом лиття під тиском на підкладці, що робить автоматичне поєднання подальші процеси простіше.
6. Оскільки це стик розплавлених матеріалів та металевих вставок, зазор між металевими вставками може бути зменшений, а надійність лиття композитних виробів вища, ніж у пресу при литті.
7. Виберіть відповідні умови смоли та формування, тобто для виробів, які легко пошкодити (таких як скло, котушка, електричні деталі тощо), їх також можна герметизувати та фіксувати смолою.
8. Завдяки поєднанню вертикальної машини для лиття під тиском та маніпулятора, усього набору вставок тощо, більшість проектів по формуванню вкладишів можуть реалізувати автоматичне виробництво.
9. після того, як вставка сформована, її також можна виготовляти у вироби з порожнистими канавками після обробки отвору серцевини.
Поради щодо конструкції деталі та форми лиття під тиском
1. Вимоги до матеріалів для вставок: твердість, температура плавлення, жорсткість, усадка
2. Чи зручні форма та розмір вставки для взяття, розміщення та позиціонування. Конструкція деталей повинна бути зручною для встановлення та фіксації в прес-формі, щоб запобігти відхиленню або розхитанню деталей під впливом текучої смоли.
3. Точність виготовлення та консистенція вставок
4. Виберіть відповідну структуру форми, і вставки також можуть бути повністю запечатані в смолі.
5. Формована усадка металевої вставки легко бути нерівномірною. Граничне випробування форми та точності розмірів важливих деталей слід проводити заздалегідь.
6. Під час процесу вприскування металеву вставку легко деформувати та зсувати, тому слід повністю розглянути склад прес-форми та конструкцію форми, яка легко підтримувати металеву вставку. Для виробів, форму вставки яких неможливо змінити, попереднє випробування є обов’язковим.
7. Переконайтеся, що металева вставка потребує попереднього нагрівання або сушіння. Метою є забезпечення якості продукції та формування стабільності.
Типові програми:
Лиття з металевої вставки Лиття з металевої вставки - це найбільш широко застосовуваний процес лиття під тиском.
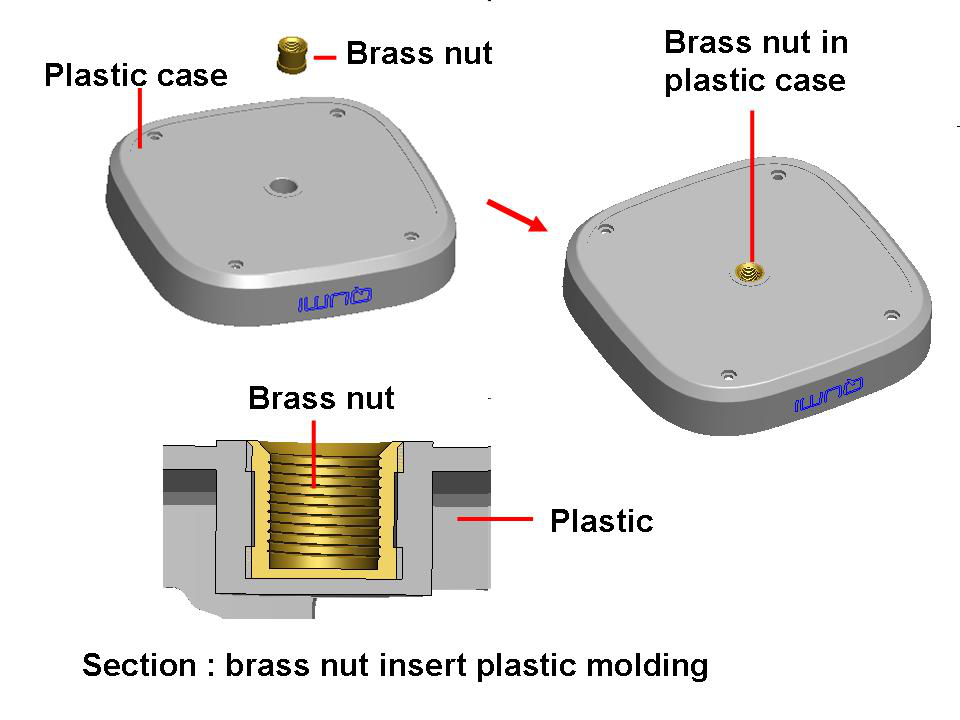
Формування металевої вставки - це своєрідний спосіб заздалегідь зафіксувати металеву вставку у належному положенні у формі, а потім впорскувати пластик для формування. Після відкриття форми вкладиш загортають у виріб шляхом охолодження та затвердіння пластику, щоб отримати виріб із вставками, такими як різьбове кільце та електрод.
Потрібно, щоб деталі вкладених металевих вкладишів мали належну структуру та товщину, а частини закріплених вкладишів у прес-форму могли бути швидко та надійно розміщені, щоб запобігти надходженню пластику у кріпильні отвори. Вставки також повинні бути спеціально розроблені, такі як нарізання, паз, скручування тощо у вбудованих деталях, щоб забезпечити їх надійну фіксацію в пластиковому інтер'єрі
Індивідуальні деталі для лиття з металевої вставки:
Mestech - це спеціалізоване застосування лиття під тиском .. Будь ласка, зв’яжіться з нами, щоб ми допомогли вам знайти правильне рішення для лиття під тиском.

Штекерна вставка для лиття під тиском

Лиття з мідної гайки

Прецизійне лиття металевих пластин






