Hot runner mold




Short Description:
Hot runner mold is a kind of mold which uses the heating device to keep the melt in the runner from solidifying all the time. Because the plastic in the runner is always in the molten state, and the cooling nozzle material does not need to be taken out during injection molding. It has a shorter forming cycle than the traditional mold, and it saves more raw materials, so the hot runner mold has been widely used in the developed countries and regions in the world.
Hot runner mold is a kind of mold which uses the heating device to keep the melt in the runner from solidifying all the time. Because the plastic in the runner is always in the molten state, and the cooling nozzle material does not need to be taken out during injection molding. It has a shorter forming cycle than the traditional mold, and it saves more raw materials, so the hot runner mold has been widely used in the developed countries and regions in the world.
Hot runner molding system in mold is an important support subsystem of injection mould system. It ensures that the melted plastic material in the runner is kept at constant temperature for a long time by electric heating. It is an important means to help produce large-sized, thin-walled, high-quality surface parts being produced through injection molding and achieve efficient production.

Hot runner injection mold
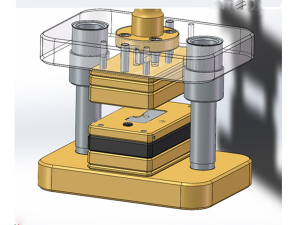
Hot runner system in mold
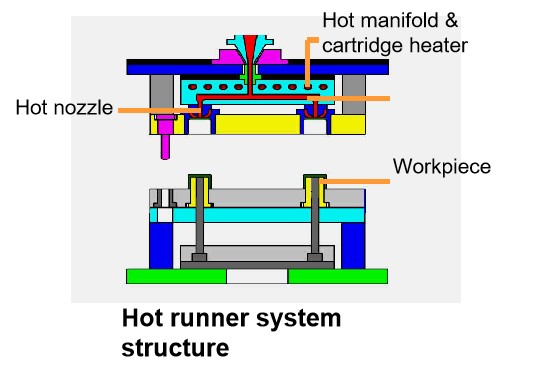
Hot runner system structure
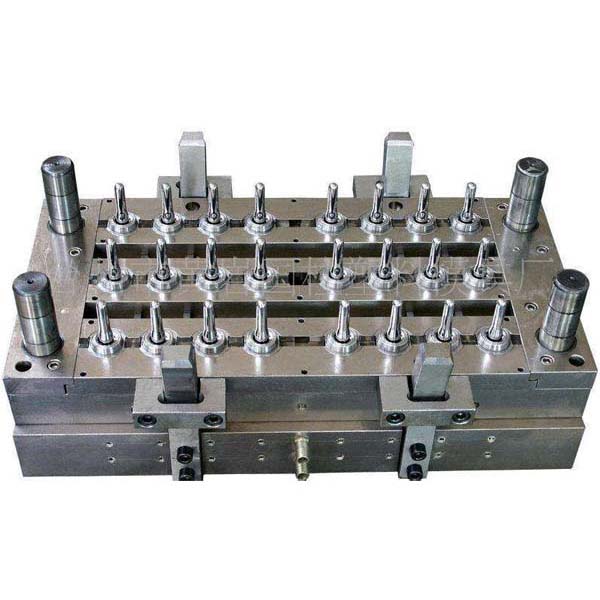
Hot runner system is generally composed of hot nozzle, hot manifold, temperature controller and accessories. There are two kinds of hot nozzles: open hot nozzle and pin valve hot nozzle. Because the form of hot nozzle directly determines the selection of hot runner system and the manufacture of mould, hot runner system is usually divided into open hot runner system and pin valve hot runner system. The splitter plate is used in multi cavity or multi point feeding, single point feeding, but material level offset. The material is usually P20 or H13. The splitter plate is generally divided into standard and non-standard two categories. Its structure is mainly determined by the distribution of cavity in the mold, nozzle arrangement and gate position. The temperature control box includes the host, cable, connector and wiring male and female sockets, etc. Hot runner accessories usually include: heater and thermocouple, sealing ring of runner, connector and junction box, etc

Hot runner system types:
There are two types of hot runners: open hot runner system and needle-valve hot runner system. They are named according to the open hot nozzle and needle-valve hot runner respectively.
1). Open type
The open hot runner mold has the advantages of simple structure, high material limitation, easy wire drawing and thread leakage, poor surface quality, and few applications in High Precision Moulds abroad. The same mold can be mixed with needle valves of different manufacturers. The open hot runner can be divided into two parts: large water port hot runner and point gate hot runner. Hot runner of point gate, as the name implies, the gate of point gate is very small, generally only 80 wires, the product surface is very smooth, suitable for injection molding small products. Large gate hot runner has large gate and large injection volume, which is suitable for injection of large products
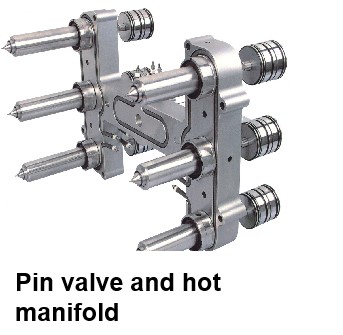
2). Pin valve type
Pin valve type hot runner saves material, the surface of plastic parts is beautiful, the internal quality is compact, and the strength is high. There are two main needle-valve hot runners in the world (according to injection principle): cylinder type and spring type.
The difference between spring type and cylinder type is that it can not control the time sequence and solve the problem of welding trace. Small diameter wear resistant nozzles, spring pin valves and internal heating nozzles were developed.

How does the hot runner work?
Because the heating rod and heating ring are located near or in the center of the runner, the whole runner from the nozzle outlet to the gate of the injection moulding machine is in a high temperature state, which keeps the plastic in the runner in a melting state. Therefore, hot runner technology is sometimes referred to as heat pipe sink system, or runnerless molding. Hot runner system generally consists of hot nozzle, distributor, temperature control box and accessories.
Characteristics of hot runner
The application of hot runner die system technology is becoming more and more mature. It has many advantages, which promotes the development of injection molding industry. There are also some shortcomings that we should take into account in the application.
Advantage of hot runner system mold
A. Suitable for large-scale products
Because of the large size, large injection volume and large area of the parts, it is difficult to keep the plastics in common injection moulding and fill the cavity in high temperature melting state. Hot runner multi-point injection must be used to ensure full injection molding.
B. Suitable for Difficult-to-form objects
High Viscosity, Low Viscosity, High Molding Temperature. The hot runner system can solve these problems. For example: metal powder injection, ceramic powder injection, plastic magnet injection, plastic bearing injection, thermoplastic rubber (TPE). C. Cost savings
Hot runner injection, no nozzle, no runner waste, save a lot of material costs.
D. Reduce the injection pressure, save power, improve the productivity of injection moulding machine, reduce the wear of the mould.
E. Suitable for high-speed injection moulding. High-speed injection moulding not only improves the production efficiency of thin-walled products such as cups and containers.
F. Improving product quality
In the forming process of hot runner mould, the temperature of plastic melt is precisely controlled by hot runner system. Plastics can flow more evenly into each cavity, resulting in parts of the same quality. Hot runner parts have good quality, low residual stress and small deformation after demoulding. Many high quality products on the market are produced by hot runner moulds. Many plastic parts in Motorola phones, HP printers and Dell laptops are made with hot runner moulds.
G. Promoting production automation
The finished product is formed by hot runner mould, no need to trim the gate, and the cold runner is recycled. It is conducive to production automation. Many foreign manufacturers combine the hot runner with automation, which greatly improves the production efficiency.
Shortcoming of hot runner system mold
Compared with cold runner mould, the shortcomings of hot runner mould are summarized in the following aspects.
A. Mould Cost Rising Hot runner components are more expensive, and the cost of hot runner moulds may increase substantially. If the part output is small and the mould cost ratio is high, it is not economical.
B. High equipment requirements The hot runner mould is required to be machined precisely. The integration and coordination of hot runner system and mould are very strict, otherwise there will be many serious problems in the process of mould production.
C. Complex operation and maintenance
Compared with cold runner mold, hot runner mold operation and maintenance is complex. If used improperly, the hot runner parts are easy to damage and can not be produced, resulting in huge economic losses.
Generally speaking, hot runner moulds have been more and more widely used because of their high efficiency and high quality products, with the development of mould processing technology and injection equipment technology.
Application of hot runner molding
1. For large size parts
For parts whose size is longer than 300 mm, the volume and space of plastic injection are larger because of the large size. If the melted plastic is cooled too fast, the cavity filling is not enough, resulting in lack of glue and concave. Sink and obvious fusion line, or temperature difference is too large to cause shrinkage or deformation warping of parts. Therefore, adding hot runner will ensure that the injected liquid plastics keep constant temperature for a long time, and ensure that the melt can be filled quickly and fully. Cavity, and quickly release stress, get qualified products. These products include: plastic storage box, turnover box, plastic pallet, automobile dashboard, bumper, etc.
2. For thin-walled parts
For thin-walled parts with thickness less than 1.0 mm, heat dissipation is fast and cooling is fast, the melt is not easy to fill, or it is very easy to produce airmarks and serious deformation. The filling speed of melt adhesive can be increased by using hot runner, which is beneficial to the filling speed of melt adhesive. The parts are fully formed. These products include mobile phone shell, panel, etc. If the hot runner mould is combined with the high-speed injection machine (all-electric injection machine), the thinnest dimension of the parts can be 0.30 mm to 0.50 mm.
3. Used for high quality appearance parts: lamp shade, lamp beads,
High quality exterior parts such as automotive lampshades and LED beads require high optical transparency and can not have defects in color and airprint; instrument high-light transparent panel, as well as mirror household appliances shell; large size The outer cover of electrical equipment must be equipped with glue-feeding points on the surface of parts, but no glue-feeding scars are allowed.
4. Used for structural complex parts
This kind of product is mainly due to the need of the product, there are many steps and ribs in the interior, and the flow route of the melt is bifurcated, complicated and difficult to fill. There are many kinds of lamp frames.
5. For parts with poor fluidity
In order to improve and improve the properties of plastics, we will add glass fiber, flame retardant, metal powder, carbon powder and anti-ultraviolet additives to plastics. This can improve dimensional stability and synthesis of parts, and mechanical properties, fire resistance, electrical properties and aging resistance. For example, it is used for outdoor junction box, communication product shell, household appliance shell and parts.
6. For large batch parts
The cost control of large batch parts is very important. In order to shorten the injection molding time and avoid the cost brought by the nozzle part, hot runner moulds are often used.
Mestech company specializes in various plastic parts of the mold production and injection production. We have accumulated rich experience in manufacturing transparent lampshade, large plastic shell and hot runner mould for multi-cavity injection molding. We look forward to the opportunity to cooperate and serve you in this area. Please contact us.
Characteristics of hot runner The application of hot runner die system technology is becoming more and more mature. It has many advantages, which promotes the development of injection molding industry. There are also some shortcomings that we should take into account in the application. Advantage of hot runner system mold
A. Suitable for large-scale products Because of the large size, large injection volume and large area of the parts, it is difficult to keep the plastics in common injection moulding and fill the cavity in high temperature melting state. Hot runner multi-point injection must be used to ensure full injection molding.
B. Suitable for Difficult-to-form objects High Viscosity, Low Viscosity, High Molding Temperature. The hot runner system can solve these problems. For example: metal powder injection, ceramic powder injection, plastic magnet injection, plastic bearing injection, thermoplastic rubber (TPE).
C. Cost savings Hot runner injection, no nozzle, no runner waste, save a lot of material costs.
D. Reduce the injection pressure, save power, improve the productivity of injection moulding machine, reduce the wear of the mould.
E. Suitable for high-speed injection moulding. High-speed injection moulding not only improves the production efficiency of thin-walled products such as cups and containers.
F. Improving product quality In the forming process of hot runner mould, the temperature of plastic melt is precisely controlled by hot runner system. Plastics can flow more evenly into each cavity, resulting in parts of the same quality. Hot runner parts have good quality, low residual stress and small deformation after demoulding. Many high quality products on the market are produced by hot runner moulds. Many plastic parts in Motorola phones, HP printers and Dell laptops are made with hot runner moulds.
G. Promoting production automation The finished product is formed by hot runner mould, no need to trim the gate, and the cold runner is recycled. It is conducive to production automation. Many foreign manufacturers combine the hot runner with automation, which greatly improves the production efficiency.
Shortcoming of hot runner system mold Compared with cold runner mould, the shortcomings of hot runner mould are summarized in the following aspects.
A. Mould Cost Rising Hot runner components are more expensive, and the cost of hot runner moulds may increase substantially. If the part output is small and the mould cost ratio is high, it is not economical.
B. High equipment requirements The hot runner mould is required to be machined precisely. The integration and coordination of hot runner system and mould are very strict, otherwise there will be many serious problems in the process of mould production.
C. Complex operation and maintenance Compared with cold runner mold, hot runner mold operation and maintenance is complex. If used improperly, the hot runner parts are easy to damage and can not be produced, resulting in huge economic losses.
Generally speaking, hot runner moulds have been more and more widely used because of their high efficiency and high quality products, with the development of mould processing technology and injection equipment technology.
Application of hot runner molding 1). For large size parts For parts whose size is longer than 300 mm, the volume and space of plastic injection are larger because of the large size. If the melted plastic is cooled too fast, the cavity filling is not enough, resulting in lack of glue and concave. Sink and obvious fusion line, or temperature difference is too large to cause shrinkage or deformation warping of parts. Therefore, adding hot runner will ensure that the injected liquid plastics keep constant temperature for a long time, and ensure that the melt can be filled quickly and fully. Cavity, and quickly release stress, get qualified products. These products include: plastic storage box, turnover box, plastic pallet, automobile dashboard, bumper, etc. 2). For thin-walled parts For thin-walled parts with thickness less than 1.0 mm, heat dissipation is fast and cooling is fast, the melt is not easy to fill, or it is very easy to produce airmarks and serious deformation. The filling speed of melt adhesive can be increased by using hot runner, which is beneficial to the filling speed of melt adhesive. The parts are fully formed. These products include mobile phone shell, panel, etc. If the hot runner mould is combined with the high-speed injection machine (all-electric injection machine), the thinnest dimension of the parts can be 0.30 mm to 0.50 mm. 3). Used for high quality appearance parts: lamp shade, lamp beads, High quality exterior parts such as automotive lampshades and LED beads require high optical transparency and can not have defects in color and airprint; instrument high-light transparent panel, as well as mirror household appliances shell; large size The outer cover of electrical equipment must be equipped with glue-feeding points on the surface of parts, but no glue-feeding scars are allowed. 4). Used for structural complex parts This kind of product is mainly due to the need of the product, there are many steps and ribs in the interior, and the flow route of the melt is bifurcated, complicated and difficult to fill. There are many kinds of lamp frames. 5). For parts with poor fluidity In order to improve and improve the properties of plastics, we will add glass fiber, flame retardant, metal powder, carbon powder and anti-ultraviolet additives to plastics. This can improve dimensional stability and synthesis of parts, and mechanical properties, fire resistance, electrical properties and aging resistance. For example, it is used for outdoor junction box, communication product shell, household appliance shell and parts. 6). For large batch parts The cost control of large batch parts is very important. In order to shorten the injection molding time and avoid the cost brought by the nozzle part, hot runner moulds are often used.
Mestech company specializes in various plastic parts of the mold production and injection production. We have accumulated rich experience in manufacturing transparent lampshade, large plastic shell and hot runner mould for multi-cavity injection molding. We look forward to the opportunity to cooperate and serve you in this area. Please contact us.