Форма для гарячого бігуна



Короткий опис:
Форма для гарячого бігунає різновидом прес-форми, яка використовує нагрівальний пристрій, щоб утримувати розплав у бігуні весь час. Оскільки пластик у бігуні завжди знаходиться в розплавленому стані, і матеріал охолоджуючої насадки не потрібно виймати під час лиття під тиском. Він має коротший цикл формування, ніж традиційна прес-форма, і заощаджує більше сировини, тому прес-форма для гарячого бігу широко застосовується у розвинених країнах та регіонах світу.
Прес-форма для гарячого бігуна - це різновид прес-форми, яка використовує нагрівальний пристрій, щоб утримувати розплав у лінзі постійно застигаючим. Оскільки пластик у бігуні завжди знаходиться в розплавленому стані, а матеріал охолоджувальної насадки не потрібно виймати під час лиття під тиском. Він має коротший цикл формування, ніж традиційна прес-форма, і заощаджує більше сировини, тому прес-форма для гарячого бігу широко застосовується у розвинених країнах та регіонах світу.
Система лиття під тиском у формі є важливою опорною підсистемою системи лиття під тиском. Це гарантує, що розплавлений пластиковий матеріал у бігуні тривалий час підтримується постійною температурою за допомогою електричного нагрівання. Це важливий засіб, який допомагає виробляти великогабаритні, тонкостінні, високоякісні поверхневі деталі, що виготовляються методом лиття під тиском, та досягти ефективного виробництва.

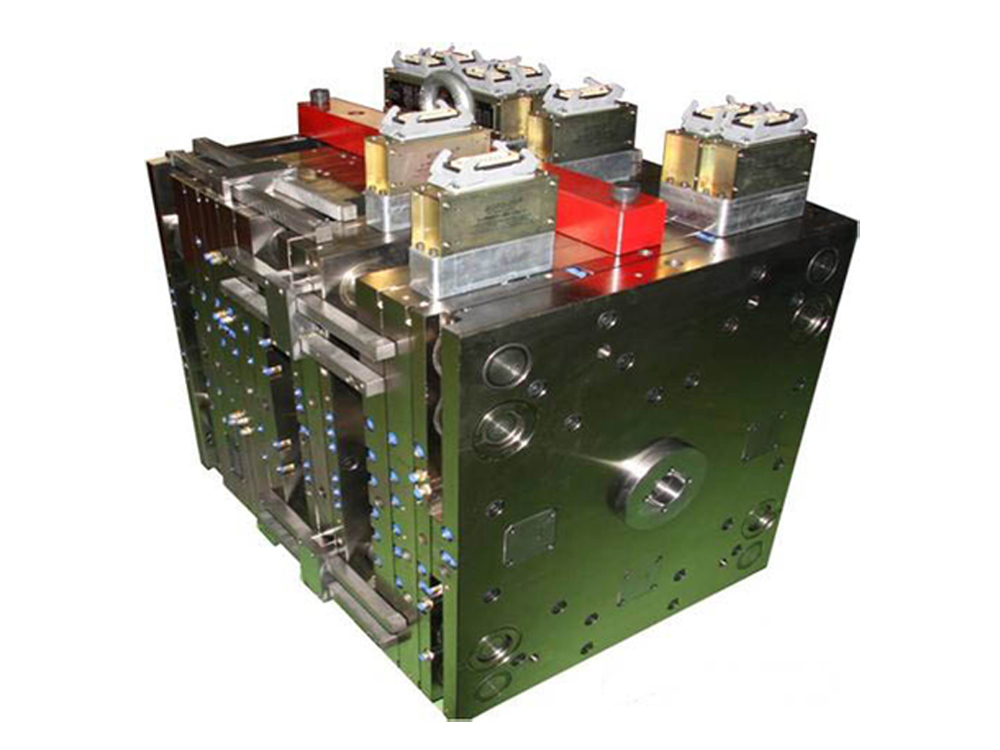
Форма для лиття під тиском гарячого бігуна
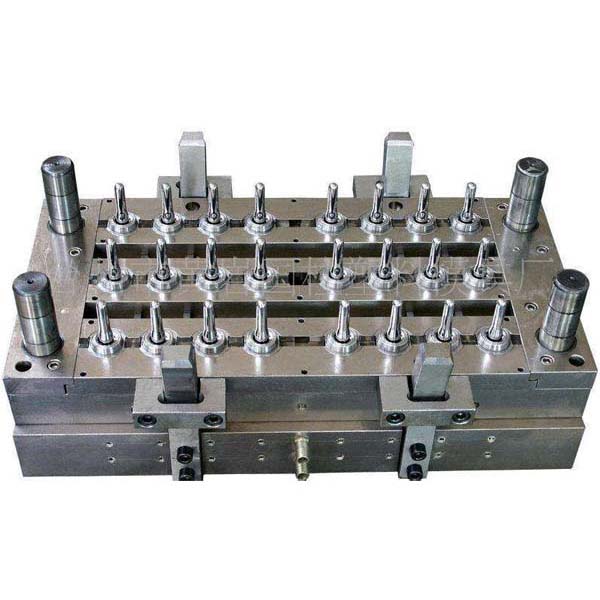
Система гарячого бігуна у формі
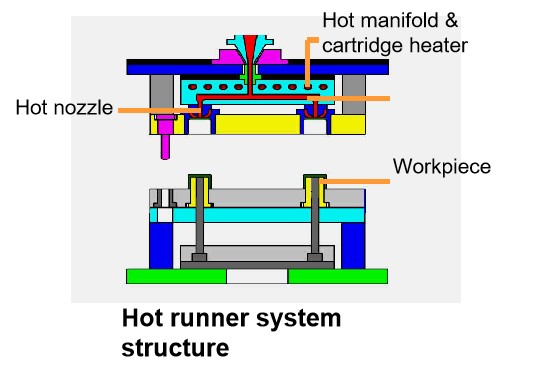
Будова системи гарячого бігуна
Система гарячого бігу, як правило, складається з гарячої форсунки, гарячого колектора, регулятора температури та аксесуарів. Існує два типи гарячих форсунок: відкрита гаряча форсунка та гаряча форсунка штифтового клапана. Оскільки форма гарячого сопла безпосередньо визначає вибір системи гарячого бігуна та виготовлення прес-форми, система гарячого бігуна, як правило, поділяється на систему відкритого гарячого бігуна та систему гарячого бігунчастого клапана. Розділювальна пластина використовується в багатопорожнинному або багатоточковому подаванні, одноточковому подаванні, але зміщення рівня матеріалу. Матеріал зазвичай P20 або H13. Розділювальна пластина, як правило, поділяється на стандартні та нестандартні дві категорії. Його структура в основному визначається розподілом порожнини в прес-формі, розташуванням сопел і положенням воріт. Коробка управління температурою включає в себе хост, кабель, роз'єм та проводку чоловічих та жіночих розеток тощо. Аксесуари для гарячих бігунів зазвичай включають: обігрівач та термопару, ущільнювальне кільце бігуна, з'єднувач та розподільну коробку тощо

Типи систем гарячого бігу:
Існує два типи гарячих бігунів: відкрита система гарячих бігунів та система гарячих клапанів голкових клапанів. Вони названі відповідно до відкритої гарячої форсунки та гарячого клапана голчастого клапана відповідно.
1). Відкритий тип
Відкрита форма для гарячого бігу має переваги простої структури, високих обмежень матеріалу, простого волочіння дроту та витоку різьби, низької якості поверхні та кількох застосувань у високоточних прес-формах за кордоном. Одну і ту ж форму можна змішувати з голчастими клапанами різних виробників. Відкритий гарячий біг можна розділити на дві частини: гарячий бігун з великим водяним портом і гарячий бігун із воротами. Як випливає з назви, ворота точкових воріт дуже малі, як правило, лише 80 проводів, поверхня виробу дуже гладка, придатна для лиття під тиском дрібних виробів. Гаряча трубка для великих воріт має великі ворота та великий об'єм впорскування, що підходить для впорскування великих продуктів
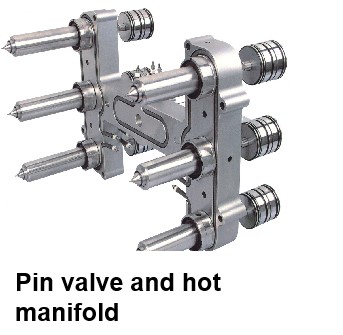
2). Тип штифтового клапана
Штифтовий клапан типу гарячого бігунка економить матеріал, поверхня пластикових деталей прекрасна, внутрішня якість компактна, а міцність висока. У світі існують дві основні гарячі лінії з голковими клапанами (відповідно до принципу впорскування): циліндровий та пружинний.
Різниця між типом пружини та типом циліндра полягає в тому, що він не може контролювати часову послідовність і вирішити проблему зварювального сліду. Розроблені зносостійкі сопла малого діаметра, пружинні штифтові клапани та внутрішні нагрівальні сопла.

Як працює гарячий бігун?
Оскільки нагрівальний стрижень і нагрівальне кільце розташовані поблизу або в центрі бігуна, весь біг від виходу сопла до затвора машини для лиття під тиском знаходиться у високотемпературному стані, що утримує пластик у бігуні в плаві держава. Тому технологію гарячих бігунів іноді називають системою тепловідводу або литтям без бігунів. Система гарячого бігу, як правило, складається з гарячої форсунки, розподільника, регулятора температури та аксесуарів.
Характеристики гарячого бігуна
Застосування технології системи гарячого бігуна стає все більш зрілим. Він має багато переваг, що сприяє розвитку інжекційно-ливарного виробництва. Є також деякі недоліки, які ми повинні враховувати в заявці.
Перевага прес-форми системи гарячого бігу
A. Підходить для великомасштабної продукції
Через великі розміри, великий об’єм впорскування та велику площу деталей важко утримувати пластмаси в загальному литтєвому формуванні та заповнювати порожнину у високотемпературному стані плавлення. Для забезпечення повного лиття під тиском необхідно використовувати багатоточковий впорскувач.
Б. Підходить для об’єктів, що важко формуються
Висока в'язкість, низька в'язкість, висока температура формування. Система вирішення проблем може вирішити ці проблеми. Наприклад: впорскування порошку металу, впорскування керамічного порошку, вприскування пластикових магнітів, впорскування пластикових підшипників, термопластична гума (TPE). C. Економія витрат
Впорскування гарячого бігуна, відсутність сопла, відсутність відходів бігуна, економить багато матеріальних витрат.
D. Знизьте тиск вприскування, заощаджуйте енергію, підвищуйте продуктивність машини для лиття під тиском, зменшуйте знос форми.
E. Підходить для високошвидкісного лиття під тиском. Швидкісне лиття під тиском не тільки покращує ефективність виробництва тонкостінних виробів, таких як чашки та ємності.
F. Покращення якості продукції
У процесі формування форми для гарячого бігу, температура розплаву пластмас точно контролюється системою гарячого бігу. Пластмаси можуть рівномірно стікати в кожну порожнину, отримуючи деталі однакової якості. Деталі гарячого бігуна мають гарну якість, низькі залишкові напруги та незначні деформації після лиття. Багато високоякісних продуктів на ринку виробляються прес-формами для гарячого бігу. Багато пластикових деталей у телефонах Motorola, принтерах HP і ноутбуках Dell виготовляються з прес-формами для гарячих перемикачів.
Г. Сприяння автоматизації виробництва
Готовий продукт утворений формою гарячого бігуна, не потрібно обробляти ворота, а холодний біг переробляється. Це сприяє автоматизації виробництва. Багато іноземних виробників поєднують гарячий біг з автоматикою, що значно покращує ефективність виробництва.
Недолік прес-форми системи гарячого бігу
Порівняно з прес-формою для холодного бігу, недоліки прес-форми для гарячих бігунів узагальнені в наступних аспектах.
А. Зростання вартості прес-форм Комплектуючі для гарячих бігунів дорожчі, і вартість форм для гарячих бігунів може значно зрости. Якщо випуск деталі невеликий, а коефіцієнт витрат на прес-форми високий, це не економічно.
B. Високі вимоги до обладнання Потрібно точно обробляти прес-форму для гарячого бігу. Інтеграція та координація системи гарячого бігу та цвілі є дуже суворими, інакше в процесі виробництва цвілі буде багато серйозних проблем.
C. Складна експлуатація та обслуговування
Порівняно з прес-формою для холодного бігу, експлуатація та технічне обслуговування форми для гарячих бігунів є складним. При неправильному використанні деталі нагрівача легко пошкодити, і їх неможливо виготовити, що призведе до величезних економічних втрат.
Взагалі кажучи, прес-форми для гарячого бігу все частіше використовуються через їх високу ефективність та високу якість продукції, з розвитком технології обробки цвілі та технології обладнання для лиття під тиском.
Застосування лиття під тиском
1. Для деталей великого розміру
Для деталей, розмір яких перевищує 300 мм, об’єм та простір впорскування пластику більші через великий розмір. Якщо розплавлений пластик охолоджується занадто швидко, заповнення порожнини недостатньо, що призводить до браку клею та увігнутості. Раковина і очевидна лінія плавлення, або різниця температур занадто велика, щоб викликати усадку або деформацію деформації деталей. Отже, додавання гарячого бігуна забезпечить, щоб впорскувані рідкі пластмаси протягом тривалого часу підтримували постійну температуру, а також забезпечили швидке та повне заповнення розплаву. Порожнина та швидке зняття стресу отримують кваліфіковані вироби. До цієї продукції належать: пластикова коробка для зберігання, коробка з оборотом, пластиковий піддон, автомобільна приладова панель, бампер тощо.
2. Для тонкостінних деталей
Для тонкостінних деталей товщиною менше 1,0 мм тепловіддача є швидкою, а охолодження швидким, розплав нелегко заповнити або дуже легко отримати повітряні знаки та серйозні деформації. Швидкість заповнення розплавленого клею можна збільшити, використовуючи гарячий біг, що благотворно впливає на швидкість заповнення розплавленого клею. Деталі повністю сформовані. Ці вироби включають оболонку мобільного телефону, панель тощо. Якщо прес-форма для гарячого бігу поєднується з високошвидкісною машиною для впорскування (повністю електричною машиною для впорскування), найтонший розмір деталей може становити від 0,30 до 0,50 мм.
3. Використовується для високоякісних деталей зовнішнього вигляду: абажура, бісеру лампи,
Високоякісні зовнішні деталі, такі як автомобільні абажури та світлодіодні намистини, вимагають високої оптичної прозорості і не можуть мати дефектів у кольорі та відбитку повітря; приладова прозора панель яскравого світла, а також дзеркальна оболонка побутової техніки; великі розміри Зовнішня кришка електрообладнання повинна бути обладнана точками подачі клею на поверхні деталей, але забороняється наявність шрамів, що подають клей.
4. Використовується для конструкційних складних деталей
Цей вид продукту в основному обумовлений потребою продукту, у внутрішній частині є багато ступенів і ребер, а шлях потоку розплаву роздвоєний, складний і важкий для заповнення. Існує багато видів рамок для світильників.
5. Для деталей з поганою текучістю
Для покращення та поліпшення властивостей пластмас ми додамо до пластмас скловолокно, антипірен, порошок металу, вуглецевий порошок та анти-ультрафіолетові добавки. Це може поліпшити стабільність розмірів та синтез деталей, а також механічні властивості, вогнестійкість, електричні властивості та стійкість до старіння. Наприклад, він використовується для зовнішньої розподільної коробки, оболонки продукту зв'язку, оболонки побутового приладу та деталей.
6. Для великих партійних деталей
Контроль витрат на великі партії деталей дуже важливий. Для того, щоб скоротити час лиття під тиском та уникнути витрат, пов’язаних з частиною форсунки, часто використовують формочки для гарячого лиття.
Компанія Mestech спеціалізується на різних пластикових деталях з виробництва прес-форм та виробництва лиття під тиском. Ми накопичили багатий досвід у виробництві прозорого абажура, великої пластикової оболонки та форми для гарячого бігу для лиття під тиском з кількома порожнинами. Ми з нетерпінням чекаємо можливості співпрацювати та служити вам у цій галузі. Будь ласка, зв'яжіться з нами.
Характеристики гарячого бігуна Застосування технології системи гарячого бігуна стає все більш зрілим. Він має багато переваг, що сприяє розвитку інжекційно-ливарного виробництва. Є також деякі недоліки, які ми повинні враховувати в заявці. Перевага прес-форми системи гарячого бігу
А. Підходить для великомасштабних виробів Через великі розміри, великий об’єм впорскування та велику площу деталей важко утримувати пластмаси в загальному литтєвому формуванні та заповнювати порожнину у високотемпературному стані плавлення. Для забезпечення повного лиття під тиском необхідно використовувати багатоточковий впорскувач.
B. Підходить для важко формуваних об'єктів Висока в'язкість, Низька в'язкість, Висока температура формування. Система вирішення проблем може вирішити ці проблеми. Наприклад: впорскування порошку металу, впорскування керамічного порошку, вприскування пластикових магнітів, впорскування пластикових підшипників, термопластична гума (TPE).
C. Економія витрат Гаряче впорскування, відсутність сопла, відсутність відходів бігуна, економить багато матеріальних витрат.
D. Знизьте тиск вприскування, заощаджуйте енергію, підвищуйте продуктивність машини для лиття під тиском, зменшуйте знос форми.
E. Підходить для високошвидкісного лиття під тиском. Швидкісне лиття під тиском не тільки покращує ефективність виробництва тонкостінних виробів, таких як чашки та ємності.
F. Поліпшення якості продукції У процесі формування плісняви для гарячого бігу температура плавлення пластику точно контролюється системою гарячого бігу. Пластмаси можуть рівномірно стікати в кожну порожнину, отримуючи деталі однакової якості. Деталі гарячого бігуна мають гарну якість, низькі залишкові напруги та незначні деформації після лиття. Багато високоякісних продуктів на ринку виробляються прес-формами для гарячого бігу. Багато пластикових деталей у телефонах Motorola, принтерах HP і ноутбуках Dell виготовляються з прес-формами для гарячих перемикачів.
G. Сприяння автоматизації виробництва Готовий продукт формується за допомогою прес-форми гарячого бігуна, не потрібно обробляти ворота, а холодний біг переробляється. Це сприяє автоматизації виробництва. Багато іноземних виробників поєднують гарячий біг з автоматикою, що значно покращує ефективність виробництва.
Недоліки прес-форми системи гарячого бігу Порівняно з формою холодного бігуна, недоліки форми гарячого бігуна узагальнені в наступних аспектах.
А. Зростання вартості прес-форм Комплектуючі для гарячих бігунів дорожчі, і вартість форм для гарячих бігунів може значно зрости. Якщо випуск деталі невеликий, а коефіцієнт витрат на прес-форми високий, це не економічно.
B. Високі вимоги до обладнання Потрібно точно обробляти прес-форму для гарячого бігу. Інтеграція та координація системи гарячого бігу та цвілі є дуже суворими, інакше в процесі виробництва цвілі буде багато серйозних проблем.
C. Комплексна експлуатація та технічне обслуговування Порівняно із формою для холодного бігуна, експлуатація та обслуговування гарячої бігуні є складною. При неправильному використанні деталі нагрівача легко пошкодити, і їх неможливо виготовити, що призведе до величезних економічних втрат.
Взагалі кажучи, прес-форми для гарячого бігу все частіше використовуються через їх високу ефективність та високу якість продукції, з розвитком технології обробки цвілі та технології обладнання для лиття під тиском.
Застосування лиття під тиском 1). Для деталей великих розмірів Для деталей, розмір яких перевищує 300 мм, об’єм та простір впорскування пластику більші через великий розмір. Якщо розплавлений пластик охолоджується занадто швидко, заповнення порожнини недостатньо, що призводить до браку клею та увігнутості. Раковина і очевидна лінія плавлення, або різниця температур занадто велика, щоб викликати усадку або деформацію деформації деталей. Отже, додавання гарячого бігуна забезпечить, щоб впорскувані рідкі пластмаси протягом тривалого часу підтримували постійну температуру, а також забезпечили швидке та повне заповнення розплаву. Порожнина та швидке зняття стресу отримують кваліфіковані вироби. Ці товари включають: пластикову коробку для зберігання, коробку для перевезення, пластиковий піддон, автомобільну панель приладів, бампер тощо 2). Для тонкостінних деталей Для тонкостінних деталей товщиною менше 1,0 мм тепловіддача є швидкою, а охолодження швидким, розплав нелегко заповнити або дуже легко отримати повітряні знаки та серйозні деформації. Швидкість заповнення розплавленого клею можна збільшити, використовуючи гарячий біг, що благотворно впливає на швидкість заповнення розплавленого клею. Деталі повністю сформовані. Ці вироби включають оболонку мобільного телефону, панель тощо. Якщо прес-форма для гарячого бігу поєднується з високошвидкісною машиною для впорскування (повністю електричною машиною для впорскування), найтонший розмір деталей може становити від 0,30 до 0,50 мм. 3). Використовується для високоякісних деталей зовнішнього вигляду: абажура, бісеру, високоякісних зовнішніх деталей, таких як автомобільні абажури та світлодіодні намистини, вимагають високої оптичної прозорості і не можуть мати дефектів у кольорі та відбитку повітря; приладова прозора панель яскравого світла, а також дзеркальна оболонка побутової техніки; великі розміри Зовнішня кришка електрообладнання повинна бути обладнана точками подачі клею на поверхні деталей, але забороняється наявність шрамів, що подають клей. 4). Застосовується для конструкційних складних деталей Цей вид продукту головним чином обумовлений потребою у продукті, всередині є багато ступенів і ребер, а шлях потоку розплаву роздвоєний, складний і важкий для заповнення. Існує багато видів рамок для світильників. 5). Для деталей із поганою текучістю Для покращення та поліпшення властивостей пластмас ми додамо до пластмас скловолокно, антипірен, металевий порошок, вуглецевий порошок та анти-ультрафіолетові добавки. Це може поліпшити стабільність розмірів та синтез деталей, а також механічні властивості, вогнестійкість, електричні властивості та стійкість до старіння. Наприклад, він використовується для зовнішньої розподільної коробки, оболонки продукту зв'язку, оболонки побутового приладу та деталей. 6). Для великих партійних деталей дуже важливим є контроль витрат великих партійних деталей. Для того, щоб скоротити час лиття під тиском та уникнути витрат, пов’язаних з частиною форсунки, часто використовують формочки для гарячого лиття.
Компанія Mestech спеціалізується на різних пластикових деталях з виробництва прес-форм та виробництва лиття під тиском. Ми накопичили багатий досвід у виробництві прозорого абажура, великої пластикової оболонки та форми для гарячого бігу для лиття під тиском з кількома порожнинами. Ми з нетерпінням чекаємо можливості співпрацювати та служити вам у цій галузі. Будь ласка, зв'яжіться з нами.





