Пластикове лиття
Короткий опис:
Пластикове лиття- це спеціальний процес лиття під тиском, який використовується для поєднання частин двох матеріалів в одну частину за допомогою лиття під тиском. Дві деталі формували двічі у різні форми та машини для лиття під тиском.
Пластик над формуванням - це процес розміщення однієї або декількох існуючих пластмасових деталей з різного матеріалу в ливарній формі перед ін’єкцією, потім впорскування пластику у форму, вкритий матеріал покриває або обгортає попередньо встановлені деталі, щоб утворити одну єдину частину.
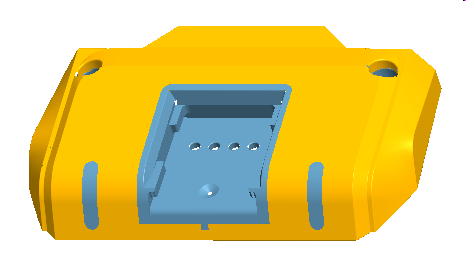
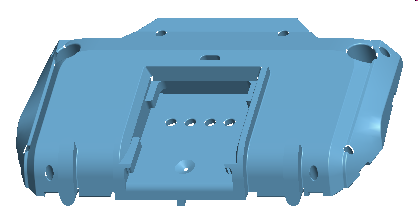
Перший крок: підготуйте попередньо розміщену деталь. (Mold1)
Другий крок: помістіть попередньо поміщене у форму для лиття під тиском та виконайте лиття з пластикової смоли. (Mold2)
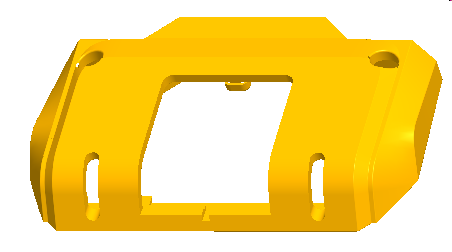
Заключна пластикова частина

Існує два типи надлишкового формування
Тип 1: Попередньо розміщені деталі / компоненти - це пластик, який раніше був створений в іншій формі. Цей спосіб належить до двострумкового лиття під тиском. Це пластик над литтям, про яке ми тут говорили.
Тип 2: Попередньо розміщені деталі не є пластиковими, але можуть бути металевими або іншими твердими частинами (наприклад, електронні компоненти). Цей процес ми називаємо литтям вставки.
Зазвичай заздалегідь попередньо змонтовані деталі частково або повністю покриваються наступними матеріалами (пластиковими матеріалами) в процесі надлишкового формування.
Ви знаєте, як застосовується пластик для формування?
Існує багато цілей для пластику над литтям. Найпоширеніші серед них такі:
1. Додайте кольору, щоб прикрасити зовнішній вигляд (естетичний вплив).
2. Забезпечте зручну зону утримання на деталі.
3. Додавання гнучкої зони до жорстких деталей для збільшення еластичності та відчуття дотику.
4. Додайте еластичний матеріал для покриття виробу або ущільнювач для водонепроникності.
5. Економте час складання. Немає необхідності з'єднувати металеву деталь і пластикову деталь вручну або автоматично. Потрібно просто вкласти апаратну деталь у форму і вколоти пластикову деталь. Немає необхідності збирати його взагалі.
5. Закріпіть одну деталь всередині іншої, не використовуючи кріплення або клеї.
Для яких виробів підходить пластик для лиття?
Процес лиття з пластмас підходить для багатьох виробів, які варіюються залежно від конкретних умов виробів. Зазвичай включають зубні щітки, ручки для інструментів (наприклад, акумуляторні дрилі та викрутки) та засоби особистої гігієни (наприклад, пляшки з шампунем та електробритви), дротяні клеми, пробки, тримачі для SIM-карт тощо.
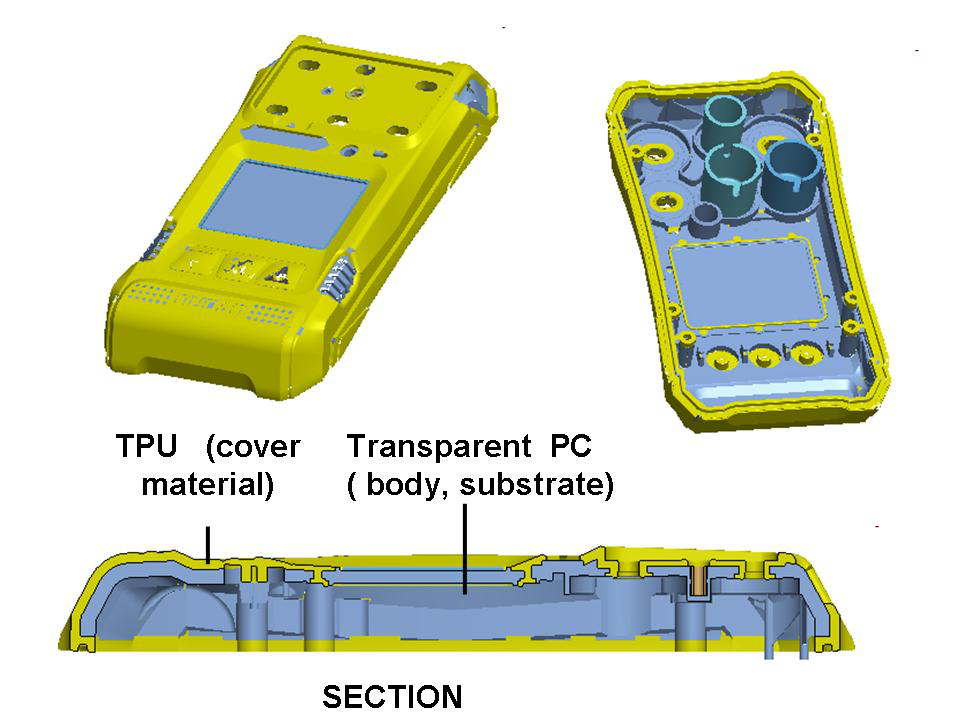
ПК та ТПУ, що формують водонепроникний чохол
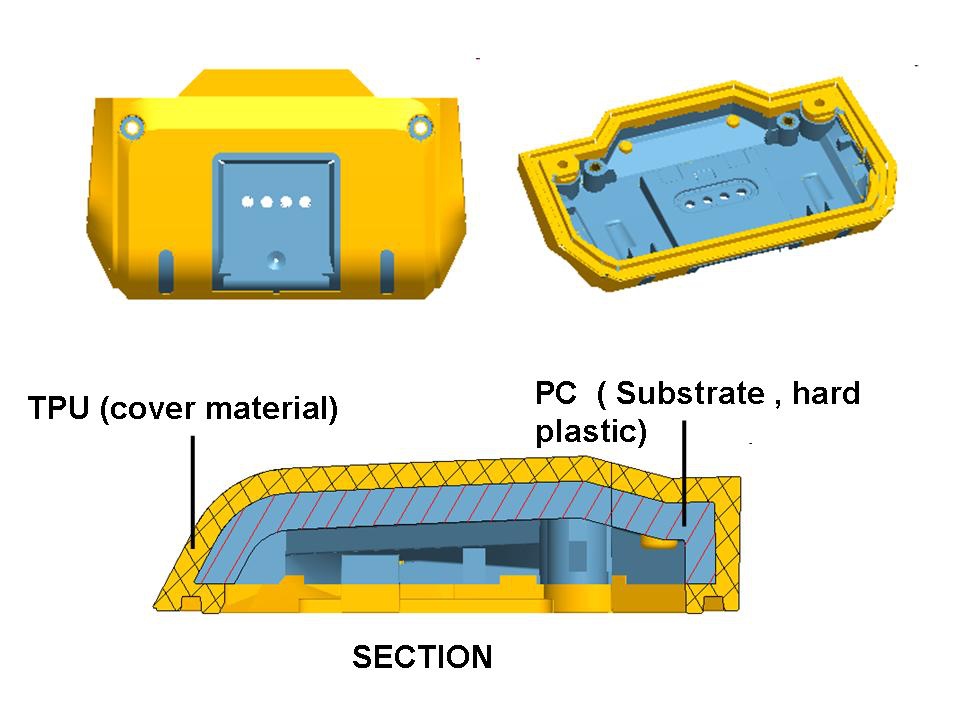
Водонепроникна дверцята акумулятора для ПК та ТПУ
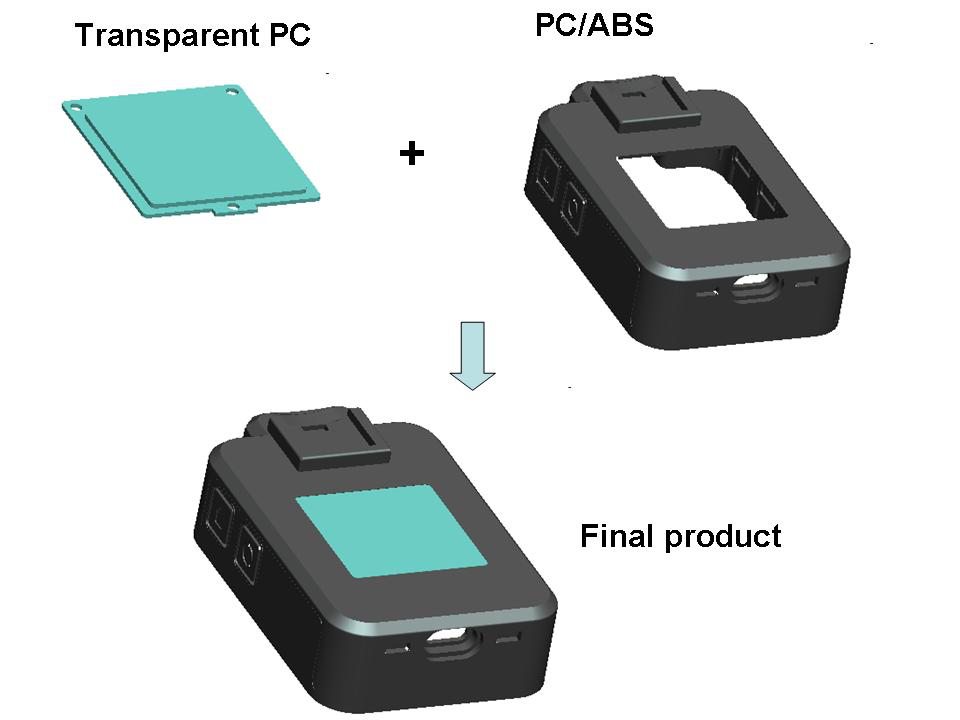
Пластмасовий чохол для ПК та ПК / АБС для електронного виробу

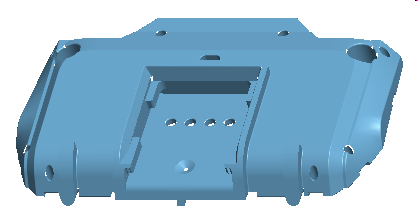
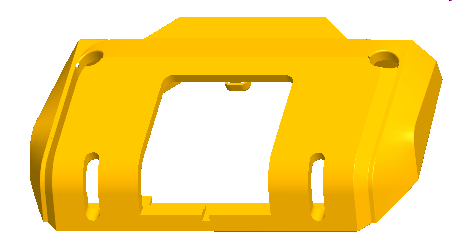
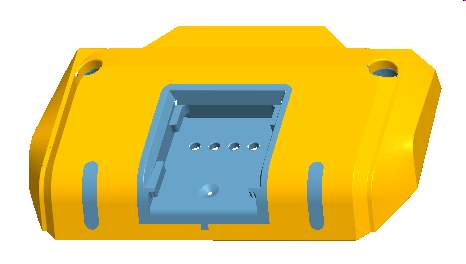
Захисний чохол для ПК та ТПУ для мобільного телефону

Двоколірна пластикова деталь великого розміру

Колесо для лиття з ABS та TPE
Ось кілька типових прикладів надлишкового застосування:
1. Твердий пластик, що покриває пластик - насамперед формується тверда пластмаса, попередньо розташована деталь. Потім інший твердий пластик вводять у попередньо розташовані деталі або навколо них. Пластмаси можуть відрізнятися за кольором та / або смолою.
2. Твердий пластик, обмотаний м’якою еластомерною смолою - спочатку попередньо встановлюються жорсткі пластикові деталі. Потім еластомерна смола (TPU, TPE, TPR) формується на попередньо розташовані деталі або навколо них. Зазвичай це використовується для забезпечення м’якої ручної зони для жорстких деталей.
3. Металочерепиця, обмотана пластиком - насамперед металеву основу обробляють, відливають або формують. Потім попередньо розміщені деталі вставляються в порожнину ливарної форми, а пластмаса формується в метал або навколо нього. Зазвичай це використовується для захоплення металевих деталей у пластикові деталі.
4.Еластомерна смола, що покриває метал - Спочатку металеву деталь обробляють, відливають або формують. Попередньо розташовані металеві деталі потім вставляють у форму для лиття під тиском, а еластомерну смолу вводять на метал або навколо металу. Зазвичай це використовується для забезпечення м’якої, добре схопленої поверхні.
5. М'яка еластомерна смоляна обгортка PCBA або електронні компоненти, світловипромінюючий модуль тощо
Важливо зазначити, що існують певні обмеження та проблеми сумісності між різними матеріалами, які потрібно враховувати при литті. Ви не обмежені двома видами матеріалів. Ми бачили деякі вироби, частково з трьома різними пластиковими підкладками, поєднаними для досягнення різнокольорової переплетеної поверхні. Ось простий приклад товару, з яким ви будете дуже знайомі: ножиці.
Зазвичай попередньо розміщені деталі або деталі розміщують у ливарних формах, і тоді формовані пластмасові смоли вводяться в попередньо розміщені деталі або навколо них. Коли інкапсульований ін'єкційний матеріал охолоджується та затвердіває, два матеріали з'єднуються разом, утворюючи невід'ємну частину. Додаткові поради: Зазвичай бажано, щоб ваші попередньо розташовані деталі та обгорткові матеріали захоплювались механічно. Таким чином, два матеріали можна поєднувати не лише хімічно, а й фізично.
Яка перевага перед литтям на виробництві?
Надлишкова форма має просту структуру та гнучкий процес.
1. Застосовується до деталей з великими покривними частинами, особливо до деталей із перевернутою пряжкою. Цей вид пластикових деталей важко вводити в ту саму машину для лиття під тиском з двоколірною формою, що може бути досягнуто литтям під тиском під пластиковим покриттям.
2. Коли форма пластмасового пресету проста, а розмір дуже малий, а заключна частина має великий розмір, його можна прийняти
лиття під тиском пластикове покриття. В цей час з ливарної форми попередньо встановленої деталі можна виготовити дуже малу або багатопорожнинну форму, що може значно зменшити вартість форми.
3. Якщо попередньо розміщені деталі та матеріали, що містять капсули, є пластмасою (смолами), пропонується застосовувати процес подвійного лиття під тиском у масовому виробництві, а не надмірно, щоб отримати високу якість, високу продуктивність та низьку вартість. Коли виробництво дрібної партії або вимоги до якості не високі, можна застосовувати переливання, щоб уникнути інвестицій машини для подвійного лиття під тиском та високих витрат на виготовлення прес-форм.
З яких матеріалів виготовлені заздалегідь розміщені деталі?
Ми називаємо деталі, які вперше були поміщені у форму, попередньо розміщеними деталями (або попередньо розміщеними деталями).
Попередньо розміщені деталі можуть бути будь-якими твердими деталями, обробленою металевою частиною, формованою пластмасовою частиною або навіть існуючим виробом, наприклад гайкою, гвинтом або електронним з'єднувачем. Ці заздалегідь розміщені деталі будуть поєднані з пізніше впорскуваними пластмасами, щоб утворити єдину частину за допомогою хімічної дії та механічного з'єднання. Еластомерні смоли (TPU, TPE, TPR) також є пластмасою, але не підходять для попередньо розміщених деталей.
Як вибрати пластикові смоли для лиття?
Пластикові смоли, що використовуються для лиття під тиском, зазвичай є пластмасами. Вони починаються у формі частинок, і температура їх плавлення зазвичай нижча, ніж температура попередньо розміщених деталей, щоб запобігти пошкодженню попередньо розміщених частин високою температурою. Ці частинки змішуються з такими добавками, як барвники, піноутворювачі та інші наповнювачі. Потім його нагрівають до температури плавлення і вводять у форму у вигляді рідини. Існують деякі обмеження щодо матеріалів, придатних для надмірного формування. Якщо попередньо розміщені деталі - це металеві деталі, ви можете використовувати будь-який пластик як матеріал для лиття. Проблеми сумісності можуть існувати, якщо попередньо розміщена деталь виготовлена з іншої пластмасової смоли (каучуку або ТПЕ) з низькою температурою плавлення.
Ви знаєте машину для лиття під тиском для надлишкового формування?
Машина для лиття під тиском, що застосовується при литті пластмас, є звичайною машиною для лиття під тиском, яка поділяється на два типи: вертикальну та горизонтальну.
1. Вертикальна машина для лиття під тиском займає більше місця, ніж машина для горизонтального лиття під тиском тієї ж тоннажності, яку непросто підтримувати, тому тоннаж, як правило, менший. Особливо придатні для деталей невеликого розміру або заздалегідь розміщені деталі непросто закріпити у формах.
2. Горизонтальна машина для лиття під тиском має велику тоннажність та малий простір, що підходить для лиття деталей великих розмірів.
Як вибрати машину для лиття під тиском для лиття?
1. Вертикальна машина для лиття під тиском зазвичай використовується для дрібних деталей, таких як дротові клеми та з'єднувачі, штекери, лінзи тощо. Форми є простими та ефективними.
2. Горизонтальна машина для лиття під тиском застосовується для деталей великого розміру, яка має достатню потужність і упереджена до роботи.
3. Двоколірне лиття під тиском рекомендується для попередньо розташованих деталей та інкапсульованих матеріалів, що може досягти кращої якості та продуктивності, ніж інкапсульоване лиття під тиском.
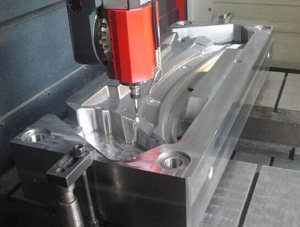
Форми для лиття під тиском
Заливна форма, як правило, має два набори ливарних форм. Один призначений для формування попередньо розміщеної деталі, інший - для лиття надлишкової частини остаточної частини.
Коли попередньо розміщені деталі непластичні або не потрібно лиття під тиском, потрібен лише один комплект основних форм. Цей процес ми називаємо литтям вставки.
Компанія Mestech має досвід у литтєвому литті під тиском, особливо в плазмовому литті під тиском лиття оболонок різних електронних та електричних виробів із апаратним забезпеченням як попередньо встановлені деталі. Mestech також оснащений кількома двоколірними машинами для лиття під тиском, які можуть виготовляти різні види подвійних кольорових пластикових деталей, деталей форми, покритих пластиком, та лиття під тиском. Якщо вам це потрібно, будь ласка, зв'яжіться з нами.