Подвійне лиття під тиском

Короткий опис:
Подвійне лиття під тиском являє собою процес лиття пластмас, при якому два набори прес-форм одночасно вводять на одній машині для лиття під тиском, утворюючи одну частину двох різних пластикових матеріалів.
Подвійне лиття під тиском (його ще називають литтям з подвійним пострілом, двоколірне лиття).
Подвійне лиття під тиском - це процес лиття під тиском пластмас, при якому на одній машині для лиття одночасно вводять два набори форм, утворюючи одну частину двох різних пластикових матеріалів. Іноді два матеріали мають різні кольори, іноді два матеріали мають різну твердість і м’якість, завдяки чому отримують необхідні механічні властивості та естетичність виробу.
Застосування пластикової форми та деталей з подвійним впорскуванням
Пластмасові деталі, вироблені за допомогою лиття з подвійним литтям, широко використовуються в електронних виробах, електроінструментах, медичних виробах, побутовій техніці, іграшках та майже у всіх інших пластикових полях. Виробництво та формування двокольорових форм, а також дослідження та розробка двоколірних машин для лиття під тиском та сировини для двоколірного лиття під тиском також швидко розвиваються.
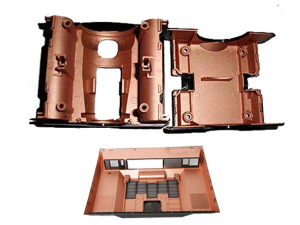
Вітрина деталей з подвійним впорскуванням
Використовуються два різні типи пластмас, а пластмасові вироби, які можна чітко розрізнити між двома видами пластмас, називаються деталями з подвійним впорскуванням.
У чому перевага подвійного лиття під тиском?
Порівняно з традиційним литтям під тиском, процес подвійного лиття під тиском має наступні переваги:
1. Внутрішній та зовнішній шари деталей приймають різні матеріали з різними характеристиками, такі як ті, що мають хорошу міцність у внутрішньому шарі, та ті, що мають колір або зерна на зовнішній поверхні, з тим щоб отримати всебічну ефективність та зовнішній ефект.
2. Координація матеріалу з м’яким твердим покриттям: Основна частина деталі використовує тверді матеріали, поверхня, що відповідає збірці із використанням еластичної м’якої смоли (TPU, TPE), може мати дуже хороший герметизуючий ефект на виробі, такий як водонепроникний, пилонепроникний
3. Відповідно до різних характеристик використання, таких як поверхневий шар важких деталей використовує м'яку пластмасову смолу, корпус або серцевина деталі використовує тверду пластмасову смолу або спінений пластик може зменшити вагу.
4. Для зниження витрат можна використовувати низькоякісні основні матеріали.
5. Основний матеріал деталей може використовувати дорогі та особливі властивості поверхні, такі як антиелектромагнітні перешкоди, висока провідність та інші матеріали для підвищення продуктивності виробу.
5. Поверхня або серцевина деталей можуть бути виготовлені з дорогих матеріалів із особливими властивостями, такими як антиелектромагнітні перешкоди, висока провідність та інші матеріали для підвищення продуктивності виробу.
6. Правильне змішування коркових та серцевинних матеріалів може зменшити залишкове напруження, збільшити механічну міцність або поверхневі властивості деталей.
7. У порівнянні з переливанням, він має великі переваги за якістю, вартістю та продуктивністю.
Недолік подвійного лиття під тиском
1. Необхідно інвестувати в придбання машини для подвійного лиття під тиском.
2. Відповідність форм для подвійного впорскування вимагає точності: задні форми мають однакові вимоги. Коли виріб має конструктивні зміни, обидві форми повинні вносити однакові зміни, щоб забезпечити однакові. Це додає навантаження на обслуговування матриці.
3. Машина для подвійного лиття під тиском полягає в тому, що дві пари форм поділяють простір та потужність однієї машини для лиття під тиском, тому великомасштабні вироби не можна вводити.
Різниця між процесом подвійного лиття під тиском та процесом лиття під тиском
Подвійне лиття під тиском та лиття під тиском - це вторинне лиття під тиском, але вони досить різні.
1. Форми прес-форм, також відомі як вторинне лиття, проводяться на звичайних ливарних верстатах. Продукт формується у два етапи. Після того, як виріб виймається з одного набору форм, його поміщають в інший набір форм для другого лиття під тиском. Тому для процесу лиття використовується звичайна машина для лиття під тиском.
2. Подвійне лиття під тиском полягає в тому, що два види пластикових матеріалів вводяться на одну машину для лиття під тиском, формуючи двічі, але продукт виходить лише один раз. Як правило, цей вид формування ще називають литтям подвійним матеріалом, яке зазвичай комплектується двома наборами форм і вимагає спеціальної машини для подвійного лиття.
3. Подвійне лиття під тиском - це безперервний спосіб виробництва. Він не виконує операцію з виймання та розміщення деталей посередині, економить час та помилки при повторному розміщенні деталей, значно зменшує рівень поганого виробництва та значно покращує якість продукції та ефективність виробництва порівняно з процесом лиття під тиском.
4. Процес надлиття підходить для лиття під тиском виробів з низькими вимогами до якості та невеликими замовленнями. Обмежений характеристиками машини для подвійного лиття під тиском, як правило, не підходить для лиття під тиском більших деталей.
5. Дві лицьові форми з прес-формами з подвійним впорскуванням повинні бути однаковими, і форми для інкапсуляції не мають цієї вимоги. Отже, точність і вартість форм для подвійного лиття вище, ніж у інкапсульованих форм для лиття під тиском.
Поради процесу подвійного лиття під тиском:
1. У процесі лиття під тиском з подвійним впорскуванням є чотири основні елементи: машина для подвійного лиття під тиском, форма для подвійного впорскування, відповідний пластиковий матеріал та розумна конструкція деталей.
2. Вибір матеріалу для лиття з подвійним впорскуванням м’якої та твердої гуми Повинна існувати певна різниця температур між температурою плавлення двох видів матеріалів для двоколірного лиття під тиском. Як правило, рекомендується, щоб температура плавлення першого ін'єкційного матеріалу була вищою, ніж температура другого ін'єкційного матеріалу, і щоб температура плавлення першого ін'єкційного матеріалу була вищою, ніж температура плавлення другого ін'єкційного матеріалу.
3. Послідовність введення прозорих і непрозорих матеріалів: перший постріл виготовлений з непрозорих матеріалів, а другий постріл - з прозорих матеріалів. Наприклад, непрозорими матеріалами зазвичай є ПК з високою температурою матеріалу, а для другого прозорого матеріалу використовується ПММА або ПК. ПК потрібно захищати розпиленням УФ. ПММА може вибрати УФ або зміцнення. Якщо на поверхні є символи, вона повинна вибрати УФ.
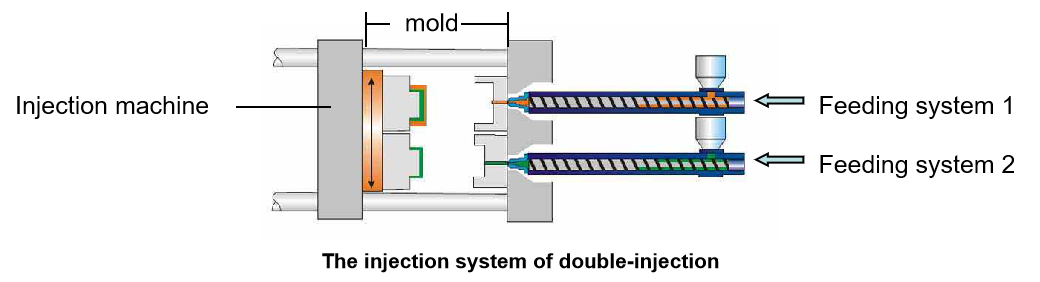
Що таке машина для подвійного лиття під тиском?
Машина для лиття під тиском з двома бочками та системою впорскування та механізмом перетворення форми називається машиною для подвійного лиття під тиском, яка використовується для лиття подвійним кольором. Машини для лиття під тиском, як правило, бувають двох типів: машини для паралельного лиття під тиском з гвинтовим шнеком та вертикальні машини для лиття під тиском з гвинтовим шнеком.

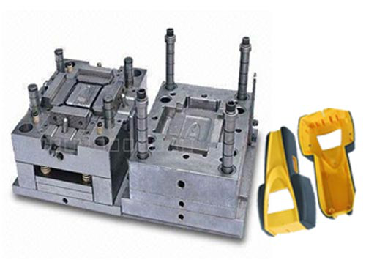
Що таке цвіль з подвійним введенням?
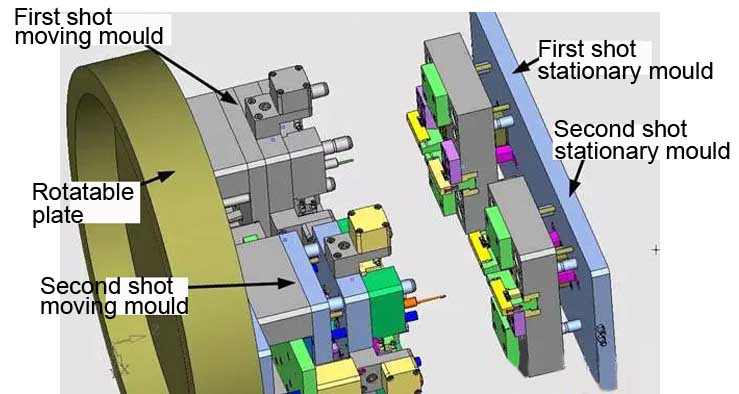
Форма, яка послідовно впорскує два види пластмас і виробляє двоколірні вироби, називається двоколірною. Двоколірні форми для лиття під тиском - це, як правило, два набори форм для однієї частини, що відповідає першому та другому знімкам відповідно. Задня матриця (чоловіча плашка) двох матриць однакова, але передня плашка (жіноча плашка) відрізняється.
Форми для подвійного впорскування повинні бути встановлені на машині для подвійного впорскування для нормального виробництва.
Поради щодо проектування форм для подвійного впорскування
1. Серцевина і порожнина цвілі
Формувальна форма форми для подвійного впорскування в основному така ж, як і частина загальної форми для лиття під тиском. Різниця полягає в тому, що перфоратор ливарної форми у двох положеннях слід вважати однаковим, а увігнута форма повинна добре співпрацювати з двома пуансонами. Як правило, цей вид пластикових деталей менший.
ФОРМА ДВОЙНОЇ ІНЖЕКЦІЇ
2. Механізм викиду
Оскільки двоколірні пластикові деталі можуть бути відформовані лише після другого впорскування, механізм відливання на первинному пристрої для впорскування не працюватиме. Для горизонтально обертової машини для нагнітання можна використовувати механізм викиду машини для викиду. Для вертикальної обертової машини для нагнітання не можна використовувати механізм виштовхування машини для впорскування. Механізм викидання викиду викидання гідравлічного викиду можна встановити на поворотному столі.
3. Система воріт
Оскільки це подвійне лиття під тиском, система затвору поділяється на одну систему впорскування та вторинну систему впорскування, які відповідно складаються з двох пристроїв для лиття під тиском.
4, Послідовність основ цвілевих форм Оскільки метод подвійного лиття під тиском є особливим, він повинен співпрацювати та координувати між собою, тому розмір та точність двох пар направляючих пристроїв штампа повинні бути узгодженими. Для горизонтальних обертових форм для лиття під тиском висота закриття форм повинна бути однаковою, а центр двох форм повинен бути на одному і тому ж радіусі обертання, а різниця становить 180. Для вертикально обертової машини для лиття під тиском дві пари форм повинні знаходитися на одній осі.
Розробка лиття з подвійним литтям
З характеристик та застосувань різнокольорового лиття під тиском та лиття подвійним матеріалом під спільним литтям видно, що в майбутньому буде тенденція до поступової заміни традиційного процесу лиття під тиском. Інноваційна технологія лиття під тиском не тільки покращує точність процесу лиття під тиском, але також відкриває поле процесу лиття під тиском. Інноваційне обладнання для викиду достатньо для задоволення зростаючого попиту на диверсифіковану, високоякісну продукцію з високою доданою вартістю.
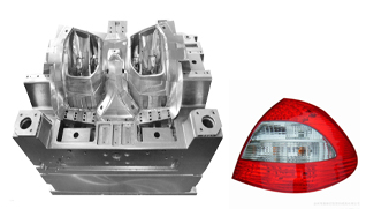
Компанія Mestech протягом багатьох років пропонує подвійне лиття під тиском автомобільних футлярів, ручних корпусів обладнання, корпусів динаміків, клавішних кнопок, ручок та інших двоколірних або двома матеріальними виробами протягом багатьох років. Будь ласка, зв'яжіться з нами, якщо є попит.